







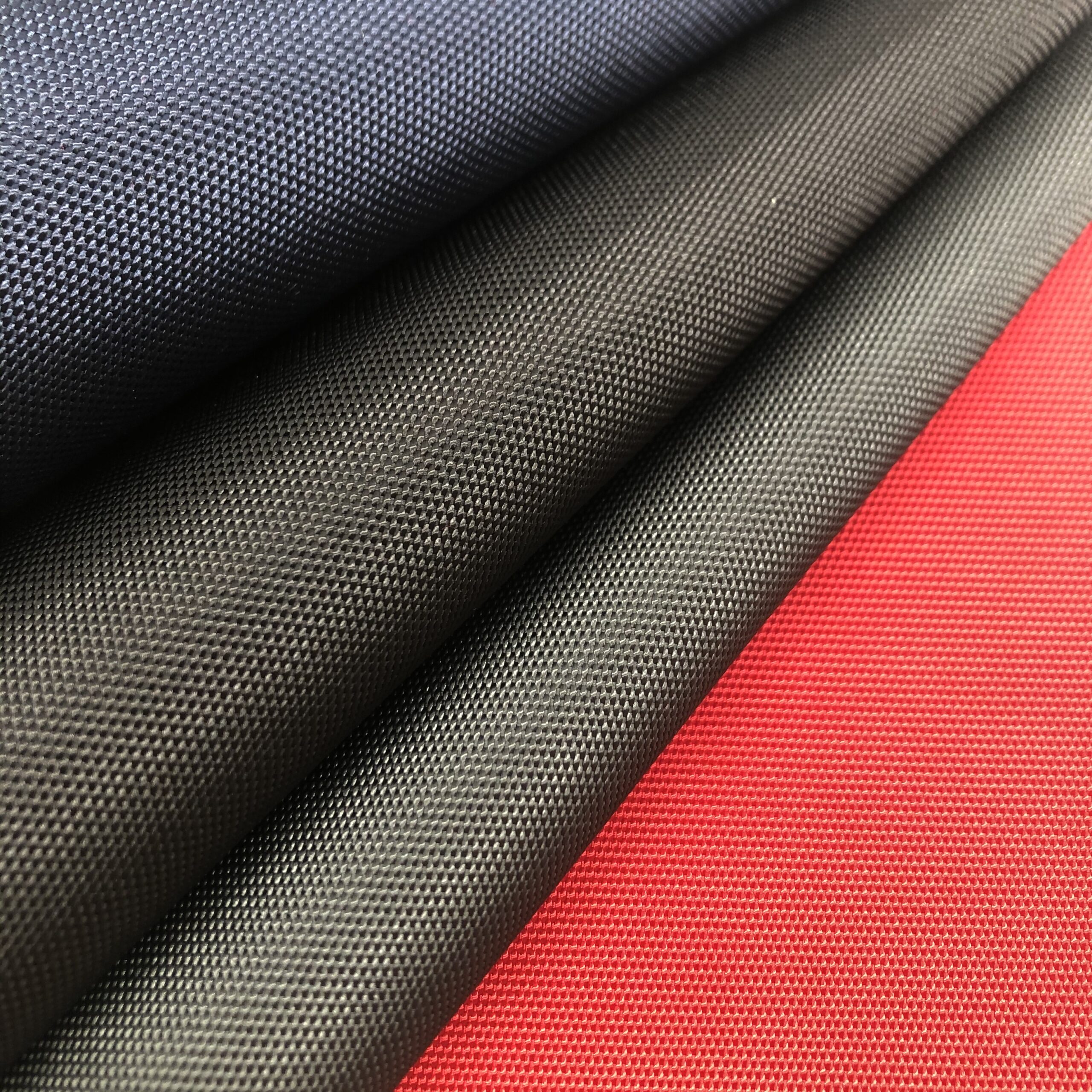


















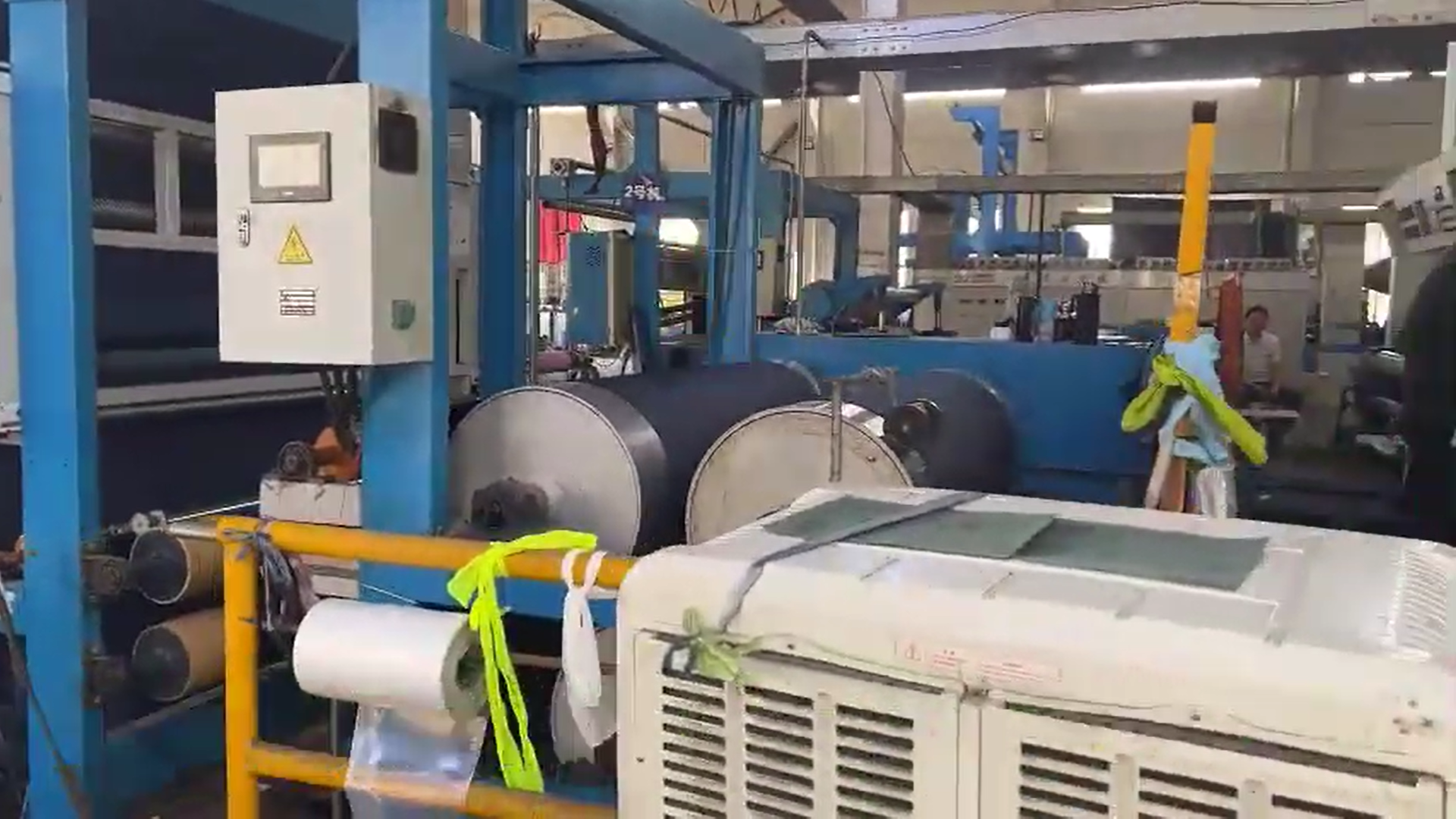
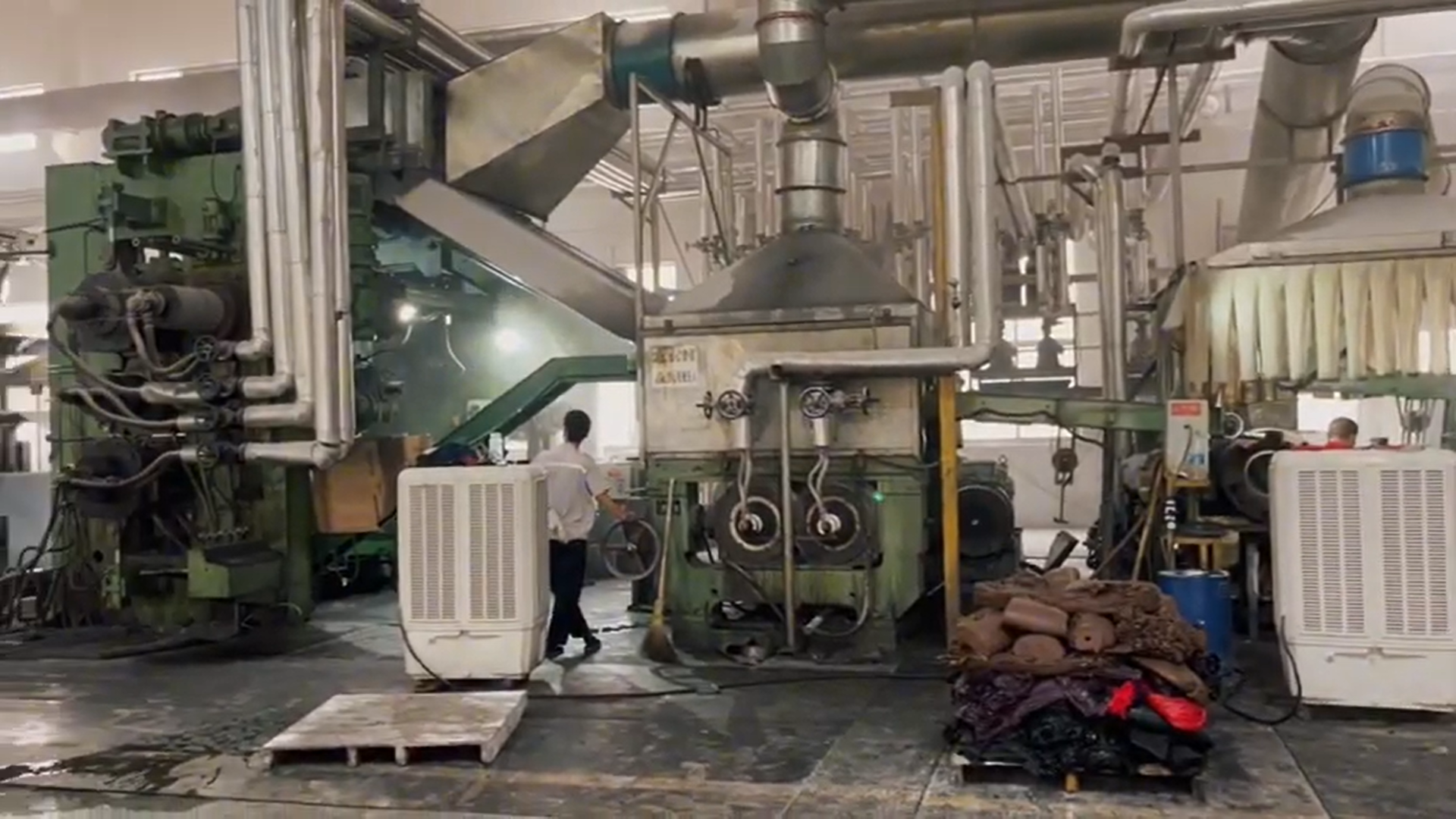




900D Oxford Fabric Manufacturer: Quality, Customization, and Excellence
Behind our 900D oxford fabric’s excellence lies meticulous craftsmanship and advanced coatings. The high denier count ensures its remarkable strength, making it a reliable choice for demanding applications. Our specialized coatings provide unmatched water resistance, while UV protection safeguards against color fading and material weakening. The weaving, coating, and finishing processes are executed with unparalleled precision, resulting in a product that consistently outperforms. In conclusion, our 900D Oxford Fabric isn’t just a textile; it’s a symbol of quality, durability, and high performance. Whether you’re a designer, business owner, or manufacturer, our fabric has the potential to elevate your products to new heights.

What Are Some Innovative Uses of 600D Oxford Fabric?
This article highlights the exceptional qualities and versatile applications of 600D Oxford Fabric with PU or PVC coating, emphasizing its strength, durability, and water resistance. It delves into the fabric’s composition, characteristics, specifications, and quality assurance. The article explores its advantages, including its use in outdoor gear, bags, industrial equipment, and outdoor furniture covers. In conclusion, 600D Oxford Fabric with PU or PVC coating is lauded for its versatility and unwavering quality. It is depicted as an invaluable resource across various industries and a symbol of innovation and excellence. The factory’s commitment to client success and innovative fabric solutions is underscored.

What Are the Applications of 600D Oxford Fabric in Sports and Recreation?
Explore the diverse applications of 600D Oxford fabric in sports and recreation, where its exceptional durability and weather-resistant properties shine. From rugged backpacks for outdoor adventures to reliable tents and sports equipment covers, this versatile fabric plays a pivotal role in enhancing the durability and performance of various outdoor gear and accessories.

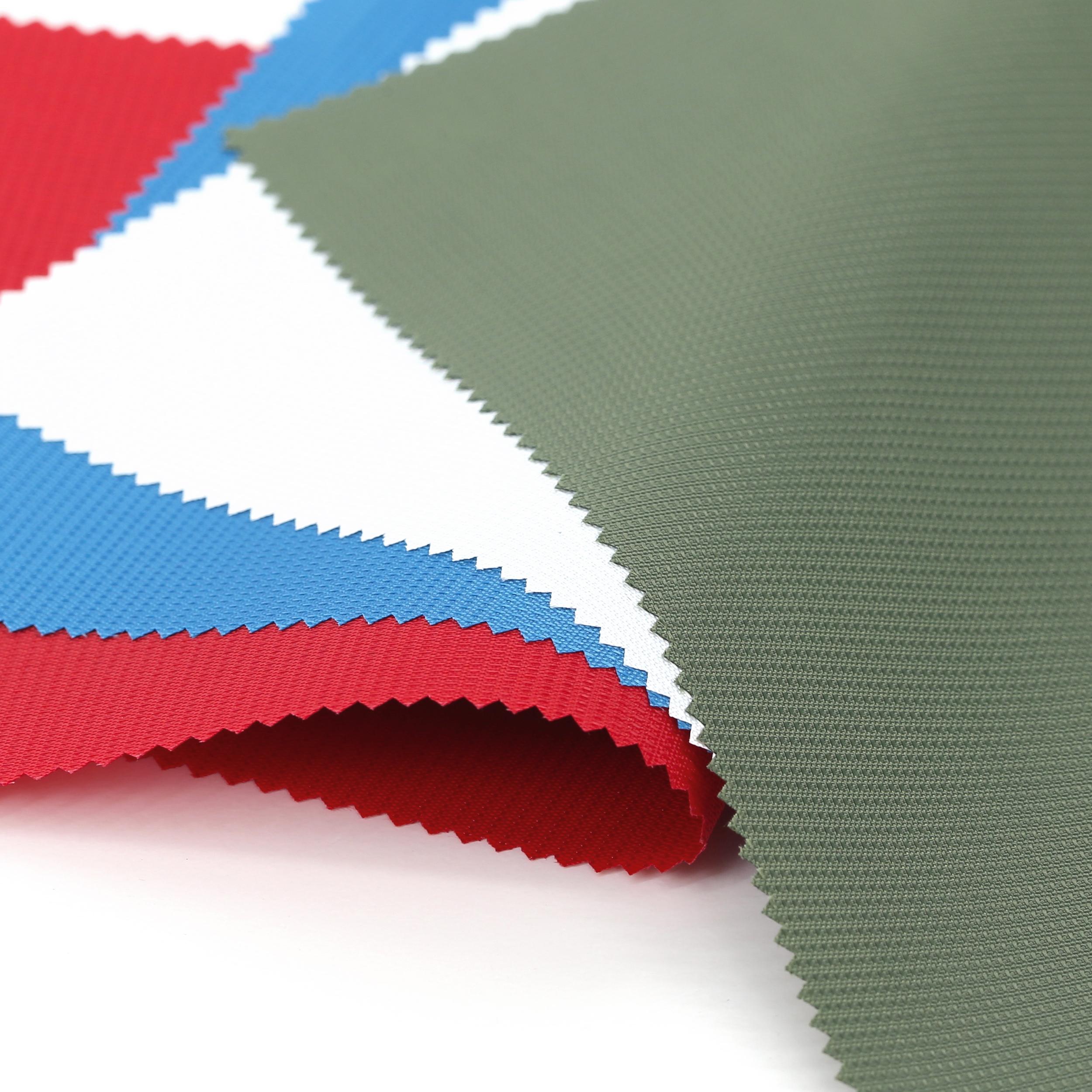
The Fabric of Excellence: 420d Oxford Fabric’s Key Attributes and Applications
Explore the remarkable world of 420d Oxford fabric, known for its exceptional durability, water resistance, and versatility. This high-quality textile is favored across industries, from outdoor gear to automotive covers, for its enduring performance and distinctive appearance. Discover how our fabric is redefining excellence in textiles.
How to Choose a Suitable Manufacturer of 300D Oxford Fabric?
Welcome to our Chinese factory’s official blog, where we delve into the world of 300D Oxford fabric manufacturing. In this comprehensive article, we will cover various aspects, including product introduction, applications, and performance characteristics. Additionally, we will shed light on our factory’s customized production process, from initial design to shipment, and highlight our stringent quality control procedures. Whether you’re a seasoned industry professional or new to 300D Oxford fabric, this blog post will provide valuable insights into our capabilities and commitment to quality.

Leading the Industry with Quality 210D Oxford Fabric Manufacturing
We are professional 210D Oxford fabric manufacturer, excels in crafting 210D Oxford fabric, a fusion of strength and innovation. This fabric, with a denier rating of 210, offers exceptional durability and versatility. Its tightly woven structure resists abrasion and tearing, making it ideal for rugged outdoor gear, bags, and apparel. Precision weaving and PU/PVC coatings enhance its performance. Client success stories underscore its transformative impact. Yirun Textile redefines standards in resilience, functionality, and style, catering to diverse needs.

How to Choose a 190T Oxford Fabric Manufacturer?
Experience the pinnacle of fabric excellence with us. Our 190T Oxford fabric embodies unmatched durability, weather resistance, and design versatility. Backed by advanced technology and skilled artisans, each roll reflects precision and quality. Benefit from personalized customization, stringent quality control, and eco-friendly practices. Join our community of satisfied customers across various industries. Choose our Factory for a partnership that goes beyond fabric – it’s a journey to success.

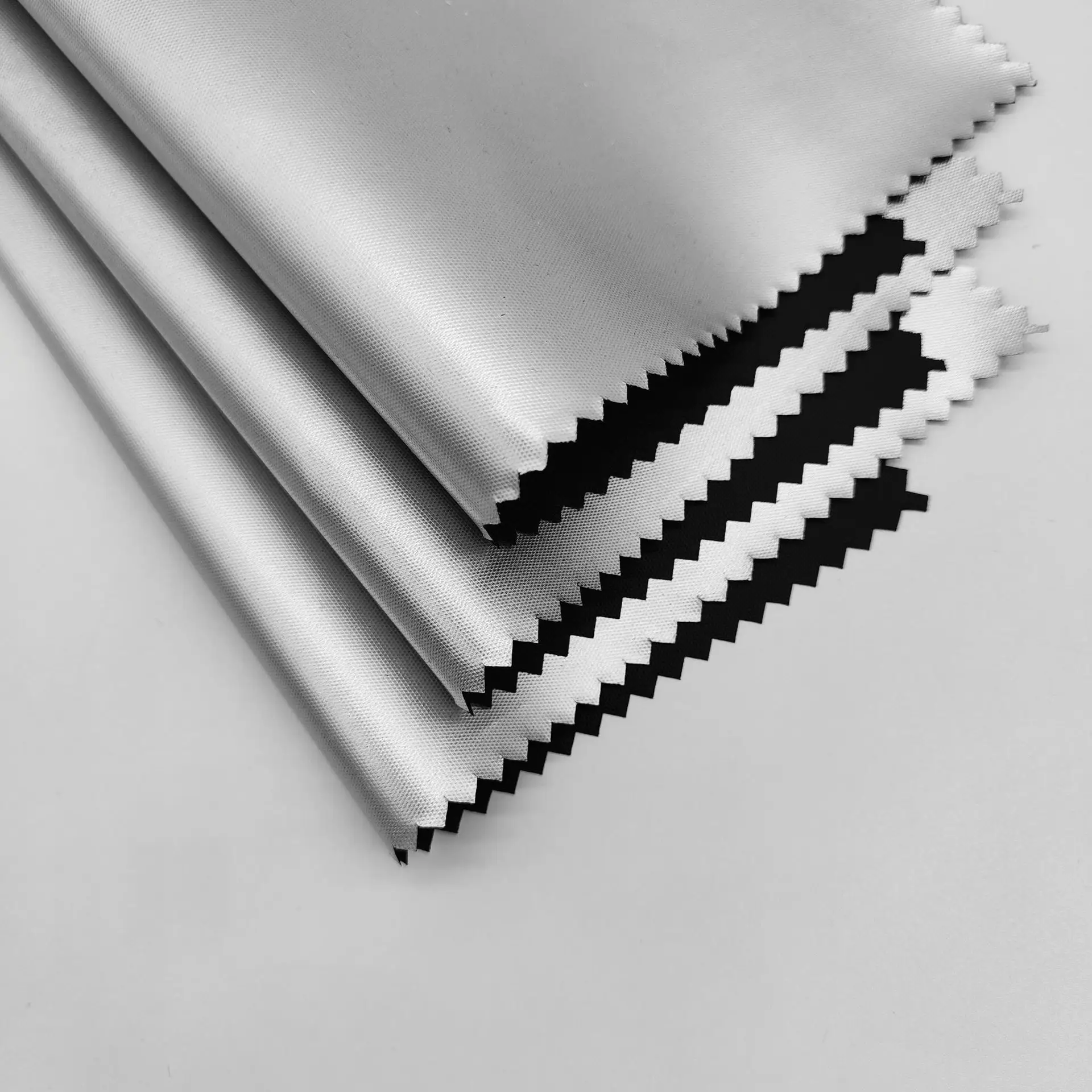
How to Choose PVC Coated Fabric for Bag
Choosing the right PVC coated fabric for a bag involves considering several factors to ensure durability, functionality, and aesthetics. Firstly, assess the fabric’s weight and thickness; heavier fabric offers more durability for heavy-duty bags. Check the waterproofing level to match your bag’s intended use, especially for outdoor or travel bags. Evaluate the fabric’s tear resistance and abrasion resistance to ensure it can withstand regular use. Consider the fabric’s colorfastness and UV resistance to maintain its appearance over time. Lastly, factor in environmental considerations, opting for eco-friendly PVC coatings if sustainability is a priority. Selecting based on these criteria ensures the bag meets both performance and design expectations.

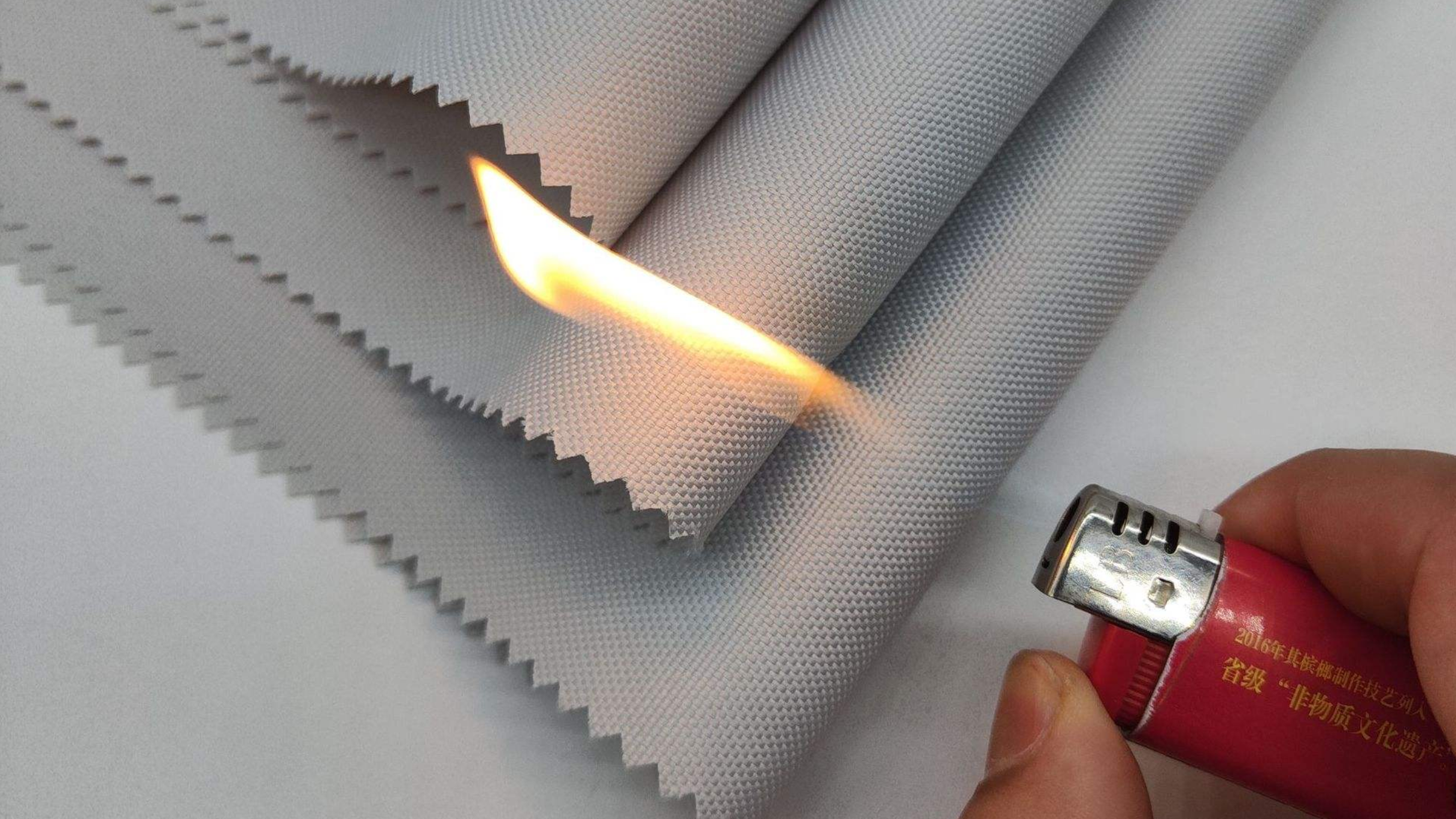
What is PVC Coated Fabric Used For
PVC coated fabric is extensively used for its durability, water resistance, and versatility. Common applications include outdoor gear like tents and awnings, marine products such as boat covers, and protective gear including rainwear and safety equipment. Its robustness also makes it ideal for transportation covers, industrial curtains, and signage due to its ability to withstand harsh conditions and maintain color fidelity. Additionally, PVC coated fabric is favored in manufacturing sports equipment and inflatable products for its strength and flexibility. This wide range of uses demonstrates the material’s adaptability to various demands, offering reliable performance in diverse environments.
How to Choose PU Coated Fabric for Outdoor Gear?
When choosing PU coated fabric for outdoor gear, consider the following factors. First, prioritize waterproofness with a rating of at least 1000mm or higher. Second, look for a balance between waterproofness and breathability to prevent moisture buildup. Third, choose durable fabrics with high tensile strength and tear resistance. Fourth, consider the weight of the fabric, balancing comfort and durability. Fifth, ensure flexibility and stretch for unrestricted movement. Sixth, opt for fabrics with UV resistance to prevent degradation and fading. Seventh, assess whether additional seam sealing is required. Eighth, consider environmental considerations and opt for sustainable or recycled materials. Ninth, set a budget and compare options for overall value. Finally, research reviews and seek recommendations for informed decision-making.